بازرسی ذرات مغناطیسی (MT) یک روش غیر مخرب برای آشکار سازی ترکها، درزها، آخالها، شکافها، تخلخل، عدم هم جوشی و نقایص مشابه در مواد فرومغناطیسی مانند فولاد و برخی از آلیاژهای فولاد ضد زنگ است.
ضعف و اشکال روش بازرسی ذرات مغناطیسی (MT)؟
اشکال اصلی این روش این است که فقط برای مواد مغناطیسی استفاده میشود و برای نقصهای بسیار کوچک و عمیق مناسب نیست. بزرگترین نقص از معایب عمیق باید بازرسی شود. نقصهای زیرین زمانی که شکلی شبیه شکاف داشته باشند، مانند عدم هم جوشی در جوش، به راحتی پیدا میشوند.
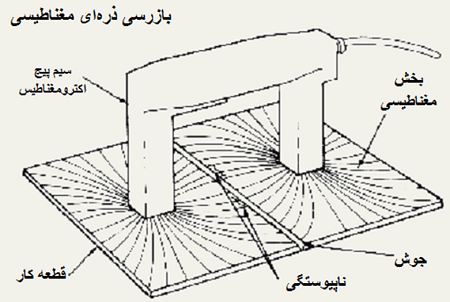
بخشی که باید مورد بازرسی قرار گیرد، با عبور یک جریان الکتریکی با ولتاژ پایین و آمپراژ بالا و یا با قرار گرفتن در یک میدان مغناطیسی، مغناطیسی شده است. قطبهای الکتریکی در انتهای نقصها شکل میگیرند و ذرات ریز مغناطیسی متصل به سطح قطعه، به این قطبهای الکتریکی جذب میشوند. غلظت ذرات دیده میشود و نقص مکان یابی میگردد.
ذرات مغناطیسی به کار رفته برای جوش میتوانند به صورت یک پودر خشک یا به عنوان یک سوسپانسیون در روغن سبک باشند. این مواد مورد استفاده، ذرات اکسید آهن با اندازه، شکل، نفوذ پذیری مغناطیسی و قدرت نگهداری مناسب هستند.

ذرات خشک:
در فرم پودری هستند و ممکن است به رنگ خاکستری، قرمز یا سیاه برای کنتراست حاصل شوند. ذرات مرطوب شامل ذرات معلق در یک روغن نفت سبک یا نفت سفید هستند. این ذرات با استفاده از قوطیهای آئروسل، فرو بردن، غوطه ور سازی، لرزانندههای دستی، اسپری و صفحه نمایش به کار برده میشوند. ویژگی هر ذرهی مغناطیسی نگهداری یا حفظ یک میدان مغناطیسی پس از برداشتن جریان مغناطیسی است. معمولا یک فلز مغناطیسی با نفوذپذیری بالا، قدرت نگهداری پایین دارد، در حالی که یک فلز با نفوذ پذیری پایین دارای ضریب پایداری بالا است. فولادهای ساختمانی به طور کلی دارای قدرت نگهداری کم هستند. ذرات میتوانند رنگ شوند و یک پوشش فلورسنت برای مشاهده با نور ماوراء بنفش داشته باشند.
ذرات مرطوب:
از طریق تغلیظ یا سوسپانسیون کنترل بهتر ذرات مغناطیسی فراهم میشود. روش مرطوب برای بازرسی ناپیوستگیهای بسیار کوچک حساسیت بیشتری دارد. این روش مطابق با ASTM E 138، ASTM E 709 ، MIL-I-6868 و ASME کد بویلر و مخزن تحت فشار میباشد. سطح را باید از تمام گریسها، روغن، زنگار پراکنده و با آب تمیز کنیم. به این دلیل که چنین موادی با ذرات نشانگر نقص، تداخل پیدا میکنند.
مطالب مرتبط: